



不織布ラジアル包装機 注:
需要側リワインダーテーブル高さ: 700mm (サプライヤーの装置駆動ローラーの地面からの高さは 700mm になるように設計する必要があります)。
巻取機リワインダーへの巻き取りが過剰、搬送テーブルが過剰であり、需要者の責任となります。

梱包要件:
巻線ターン数を設定可能
自動往復運転が可能
パッケージをロールするたびに、フィルム ホルダーは自動的に固定位置に戻ります。

その他の要件:
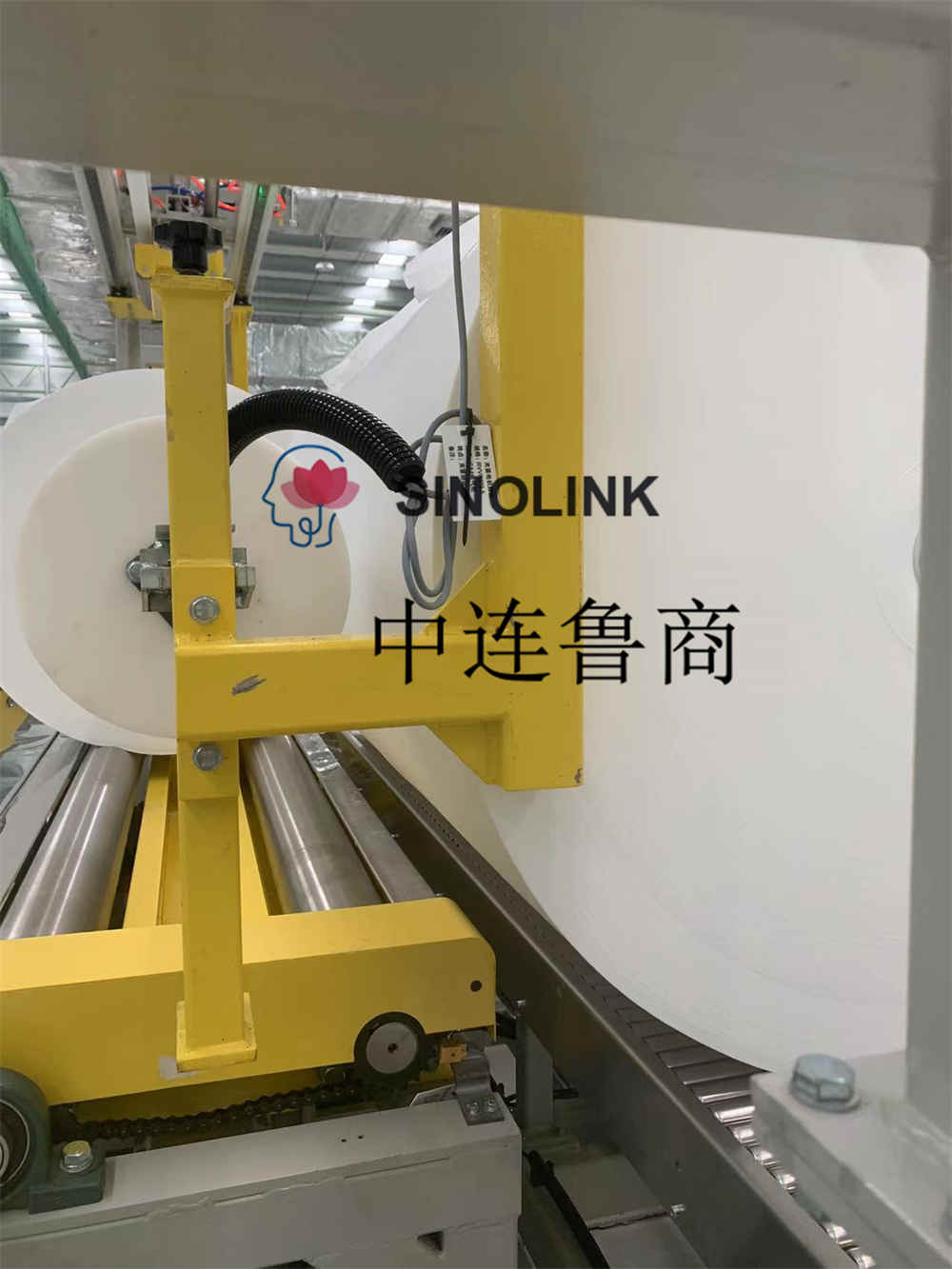
需要側の要求により、巻き取り後、次の図に示すように、材料を流入する方向と同じ方向に直接排出する必要があります。

需要側は、巻き取り機と排出口を接続するための供給・排出に必要な支持台を提供します。
流入と排出がプラットフォームを増加させた後、膜フレームはプラットフォーム出口の移動の下に位置するため、プラットフォームは十分な明るさを持つ必要があり、さらに、供給は便利な一端整列の原則に従う必要があります。膜フレームの制御用 (膜フレームは、テクノロジの実際の設計に応じて、距離を計算するエンコーダを使用して移動します)。
巻き取りフィルムは台(ご自身でご用意いただく必要があります)と巻き取り機の駆動ローラーの間の隙間からしか取り出せないため、巻き取り完了後はこれを防ぐために巻き取りフィルムを折って後退させます。これを防ぐために、膜フレームの開始位置(つまり、ローラーの端)を増やして、巻き取りフィルムを手動で吊り下げるための機械的固定具を追加します(この装置は、布ロールの供給および排出位置を避ける必要があります)。
; 巻き取り機の巻き取りまでの巻き取りが過剰であり、輸送が困難です。不織布ラジアル包装機 包装要件:巻き取り回数の設定が可能 自動往復動作が可能 包装後、フィルムホルダーが自動的に定位置に戻ります 不織布ラジアル包装機ial 包装機 その他の要件: 需要側の要求により、次の図に示すように、巻き取った後、材料を流入する材料と同じ方向に直接排出する必要があります。")
不織布ラジアル包装機の包装プロセス:
製品がリワインダーのラインから繰り出された後→コンベアプラットフォーム(需要者が提供)を巻取包装機に搬送→巻取包装機で包装(手動で両端のカバープレートを設置し、空気圧装置でクランプ)巻取機)、巻取後→コンベアプラットフォームに空気圧で排出(需要側が用意)→保管待ち
計量機能付き巻線機、巻く前と巻いた後に不織布ロールの重量を量る必要があります。ロードセルにはシリアルポートと需要者のコンピュータ接続が付属しています。需要者は布ロールの重量を取得し、手動でコンピュータに入力します。証明書を印刷します。
; 巻き取り機の巻き取りまでの巻き取りが過剰であり、輸送が困難です。不織布ラジアル包装機 包装要件:巻き取り回数の設定が可能 自動往復動作が可能 包装後、フィルムホルダーが自動的に定位置に戻ります 不織布ラジアル包装機ial 包装機 その他の要件: 需要側の要求により、次の図に示すように、巻き取った後、材料を流入する材料と同じ方向に直接排出する必要があります。")
いつでもお問い合わせをお待ちしております。
戦争
WhatsApp:+86 15634865861







