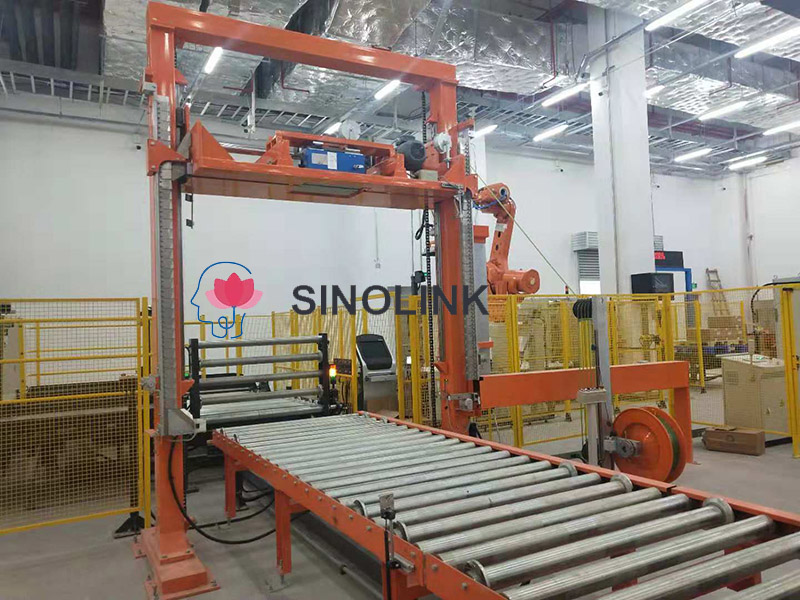









全自動縦型パレット結束機
縦型結束機 の主要コンポーネント
1. 2 本の支柱とクロスビーム、垂直キャリッジ ガイドとチェーンを備えた基本的な機械フレーム
2. ラック モジュール、キャリッジ ガイド システムにより 2 つのカラム間で移動可能
3. ギヤードブレーキモーター付きキャリッジ駆動
4. ストラップ トラック (シュート) フレームは溝付きアルミニウム プロファイルで作られ、機械フレームに固定されています。
バネ仕掛けの短いフラップにより、どの高さでもストラップを送り込むことができます
5. ランスシステム、パレットの隙間にストラップを取り付けるため、セクションの高さ 80 mm
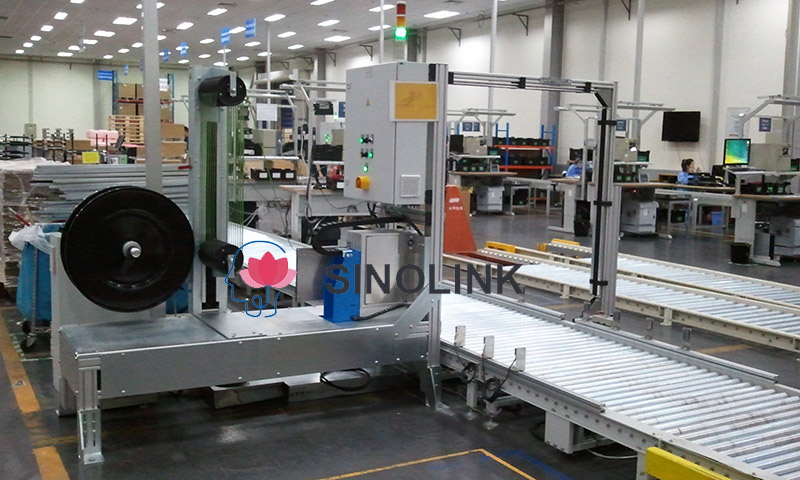
6. ストラップテンションイコライザーを備えたストラップヘッドへの接続
7。 コントロールパネルによる縦型結束機の取り扱い、Cyklopタッチパネルサイズ7インチ、カラーディスプレイで表示される機械の状態。
技術データ 自動縦型パレット結束機
1.電源: 3/ n、pe、(中性線 = 負荷能力)
2. 制御電圧: 24 v dc
3. パワースコア: 最大3.0キロワット
4. デバイスの総重量: 約。 800~1.000kg
5. 周囲温度の制限: + 5 °C ~ + 35 °C
6.コンベヤーシステムのピーク: コンベヤ機械のピナクルサイドローラー/チェーン最大180mmまで800mm


技術データ 全自動縦型パレット結束機
KA5 |
||
ストラップの品質と幅 |
||
ペット |
9,0 - 18,5 mm |
|
PP |
/ |
|
ストラップコイル |
||
コア径 |
406mm |
|
外径 |
600mm |
|
幅 |
150mm |
|
ループ数 |
7 |
|
ストラップ収納 |
15メートル |
|
ストラップ脱着力 |
それか。 5N |
|
操作の順序:
1. パッケージは集中してバンド掛け位置に搬送されます。
2. 顧客の制御システムから垂直結束機に無電圧信号が与えられます。
3. ランスシステムを前進させてストラップトラック(シュート)フレームを閉じる。
4. 結束ヘッドを備えたラック モジュールがパッケージ表面上に下向きに移動します。 の ストラップはトラックに沿って送られます。
5. 結束サイクルが開始されます。ストラップを引き戻し、張って密閉し、切断します。 バックランスシステムの移動によりストラップトラック(シュート)フレームを開きます。 ストラップヘッドを備えたラックモジュールがベース位置に戻ります。
そうであれば、荷物を次のバンド掛け位置に輸送し、バンド掛け手順を繰り返します。
プログラムが完了すると、機械は無電圧信号をコンベア制御システムに送り返し、荷物を機械から運び出します。
結束ヘッドの主要構成部品

1 テンションユニット
2 シーラーカセット
3 プラグ
4 テンションギア
5 ロッキングバー
6 テンションホイール
テンションユニットとフィードプルバックドライブがストラップを締め付けます。張力が増すとロッキングバー(レバー)が上がります。
リンクと圧力レバーがテンションホイールを圧縮します。その後、テンションクラッチのみによって高い張力がかかります。

ストラップの端は、適切な溶接が確実に行われる温度に達するまで、互いに押し付けられ、こすられます。

コントロールパネル:
位置: ケーブルセットの長さは5m以内で自由に選択可能
寸法: 身長: 1.060 mm (キャビネットベースを含む) 1,060
幅: 600mm
深さ: 480mm
規制: VDE 0100/0113、EN 60204 に準拠、保護クラス IP 54
ボルトフリー信号による Cyklop 制御システムとのインターフェース
PLC: シーメンス S7
タッチパネルで機械の状態を表示
結束ヘッド CF H1の一般データ:
技術データ
1. ストラップの品質: ペット
2. ストラップ幅:12,0 mm ~ 19 んん
3. ストラップの太さ: > 0.58 mm ~ 1.12 mm
4. ストラップの送りと巻き取り速度: 2.9メートル/秒
5. シーリングの種類: 摩擦圧接
6. シール時間: 約。 1.5秒2秒まで (ストラップや張り具合にもよりますが)
7。 張力:200~5.500(シール時間 多段張力回数:
8. パッケージの幅: 80mm
9. ストラップセンター非対称 35mm / 237mm
10. 電源: 3/N、PE、(中性線=耐荷重)
11. 定格電力 : 1.0kW
12. 電圧を制御する: :DC24V
13. 重さ: 79kg
14. 塗装:RAL 7035

詳細については、いつでもご相談ください。
アディ
WhatsApp:+86 15634865861







